
An introduction to Wet Hard Board (WHB) process
The wet process for producing hard fiberboard as well as insulation board was introduced in the early 1930s. The process was invented in the USA and transferred to Europe at an early stage by a Swedish company by the name of Defibrator AB. Defibrator AB came to play a leading role in the development and commercializing of the WHB process. Defibrator AB with is founder Arne Asplund was specializing in the process of transforming wood chips into suitable wood-fibers but also developed a complete process technology package for fiberboard production.
From the 1950s an onwards Defibrator AB was in a position to deliver complete fiberboard plants including technology from the wood yard to finished wood-fiber panels. For such complete plant deliveries Defibrator AB cooperated with other Swedish machine suppliers such as Söderhamn for the wet forming, Motala Verkstad for hot pressing, Svenska Fläkt for heat treatment and humidification, and Mohög for panel handling and cutting.
During the period of 1950 to 1990 over 100 wet process hardboard production lines were delivered to locations all over the world.
Sunds Defibrator, which was the OEM supplier after the acquisition of key players in the industry as Defibrator, Motala Verkstad, and Svenska Fläkt had a global leading market position in this area for a long time. Sunds Fibertech AB acquired later the IPR and is now the OEM supplier. This technology is still very competitive with its advantages being resin-free and with a unique board quality.
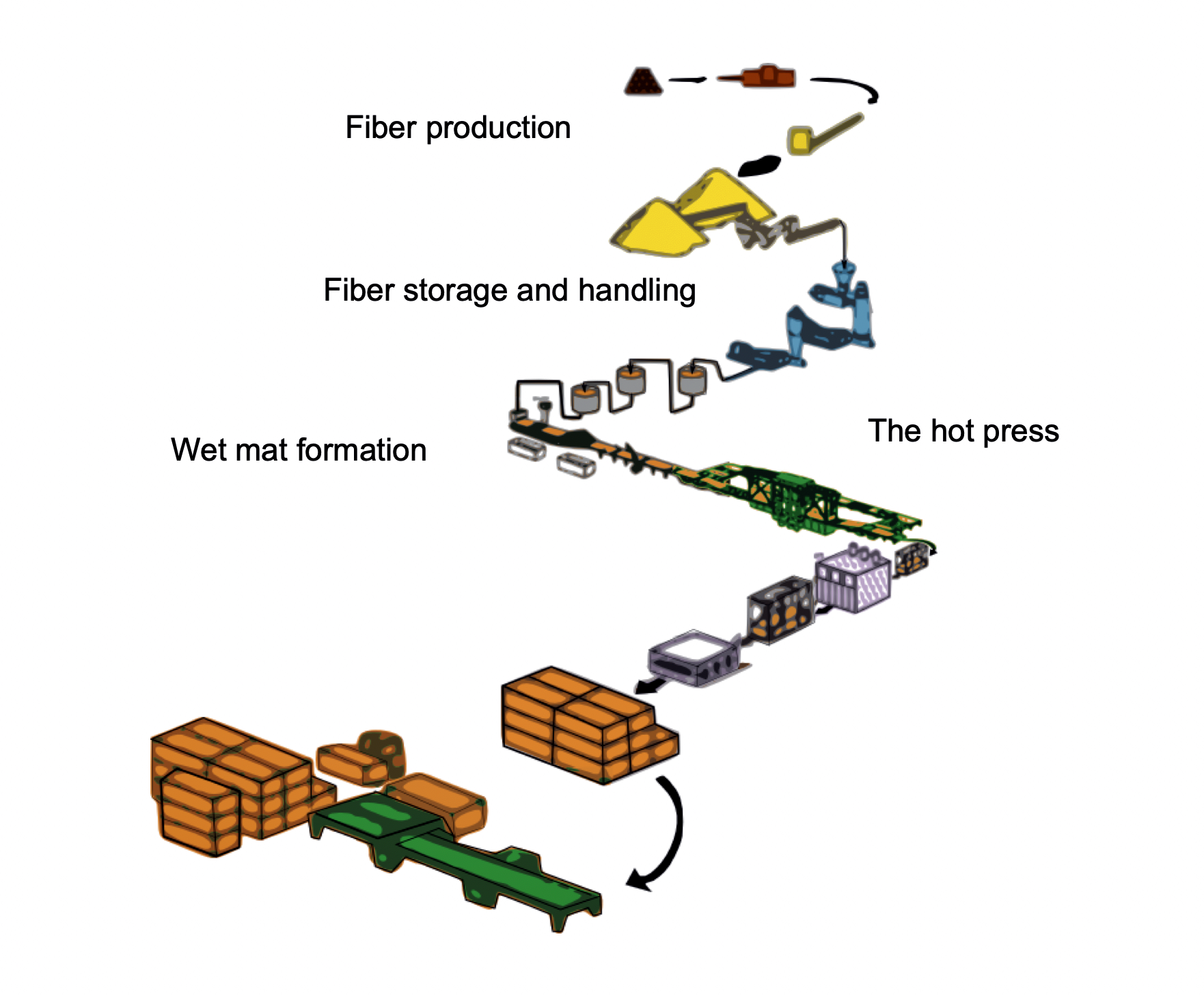
Basic process technology Against the historic background given from Part 1, it is easy to understand that the technology used in the production of wet-process hardboard is well proven and reliable. The process is based on three principal stages:
• Conversion of wood chips to fibre
• Forming a continues wet fibre mat
• Pressing the wet fibre mat at elevated pressure and temperature.
These basic process stages have remained the same throughout the years of development. What has changed however is the size and efficiency of the machinery components used.
A typical capacity level for a production line in the 1950s was only about 75 t/day compared to today lines with a capacity over 300 t/day.
However, the production volume will always be limited by the format of the hot press in terms of platen size and a number of press-openings. The platen size chosen is often a multiple of the commercial board-size 4 feet by 8 feet.
In addition to size-increases important development has occurred in areas such as a more efficient fiber making process as well as better overall process control and monitoring. This has led to lower energy consumption and reduced emissions of polluted process water as well as to reduced numbers of personal.
Raw material selection and chip preparation
Most types of wood chips are suitable for hardboard production. The wood specie used however will influence the quality of the final hardboard product. Some quality properties can be modified with chemical additives. It is important that the chip sizes are reasonable homogenous to allow smooth feeding to the Defibrator screw feeder. In addition to wood raw material the establishment of a wet process fibreboard production facility will require access to; freshwater, electric energy and high-pressure steam.
For more information about service, renovation and rebuild of WHB lines, please contact:
Walter Pichler, Senior Sales Manager
Walter.pichler@sundsfibertech.com
Tel: +46 70 511 4029
or your closest Sunds Fibertech office or representative